Edgebanders
Driverless Operations. Perfect Finish. Seamless Joints. A 5th Generation automatic digital edgebander with PUR Zero Glue line & corner-rounding stations. designed for profitability, speed, and ease of use for the woodworker. Apply edge banding material flawlessly with a touch of a few buttons. Its compact technology gives it the smallest footprint for an edgebander with its features, plus it’s return-conveyor ready for returning large processed materials back to the operator.
BUILD YOUR OWN BADGER 5600
Request a Consultation
Download Specs Sheet
Download Brochure
Watch the Video
Share this


Footprint |
|||
| Footprint | Approx. 23ft L x 5ft W x 5.5ft H (closed hood for Badger 5600)
Weight: 4850 lbs. (for Badger 5600) & 6000 lbs. (For Badger 5800) |
||
|---|---|---|---|
Specifications |
|||
| Controller | Digital touch screen controls | Feed System | Track feed 40 Ft/Min. with digital feed rate override |
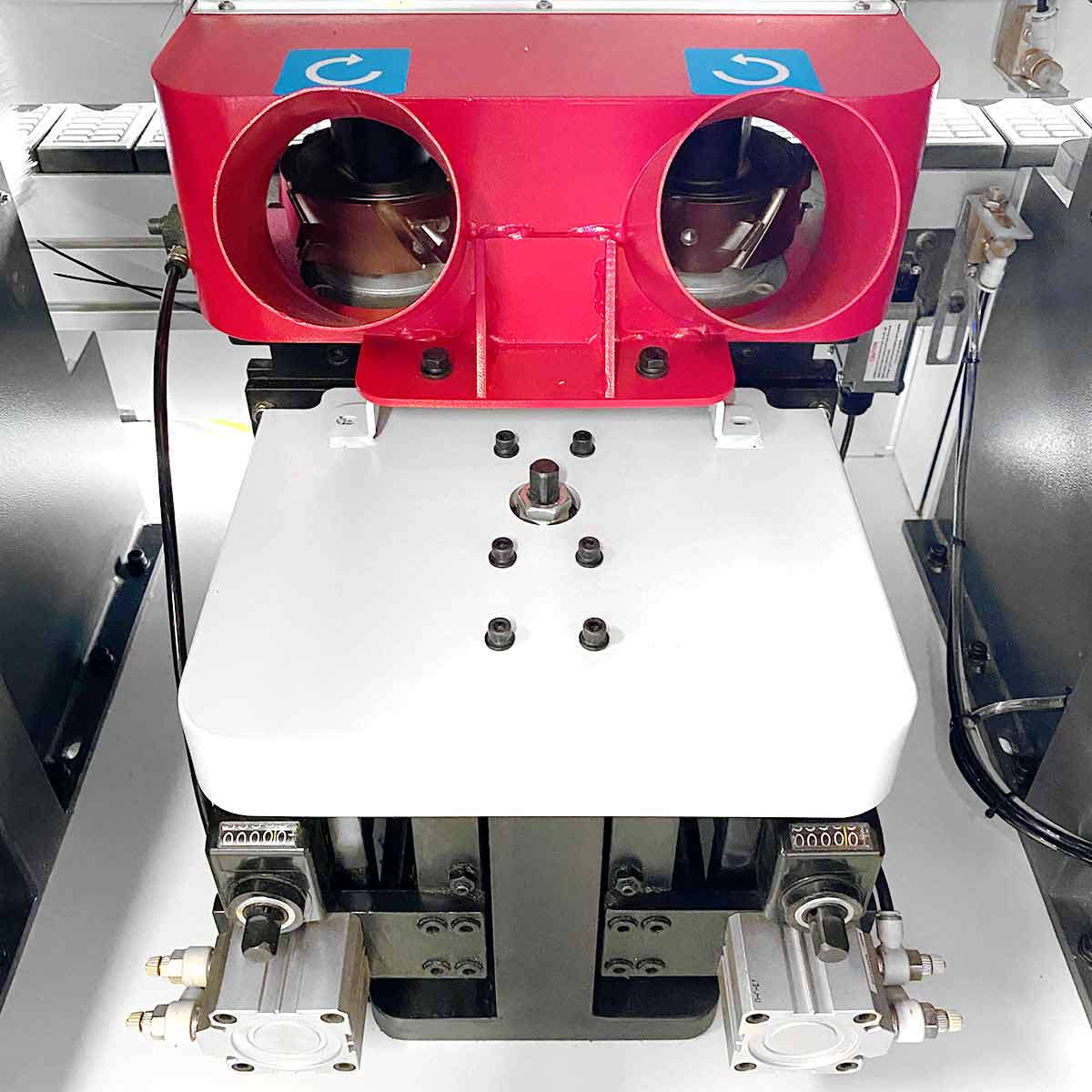
| Tape Thickness | 0.4mm to 3mm | Top/Bottom Fine Trim | Dual H.F. motors with 6-wing insert cutters |
| Front/End Trim | Dual independent H.F. Cutters | Pressure Rollers | 3 independent material pressure rollers with on board adjustments |
| Scraper | Top and bottom edge scrapping | Buffing | Dual buffing motors with 6” buffing wheels |
| Heating | Pellet glue up to 200°C or 400°F degrees. 2 Liter glue tank capacity | Panel Size | 3/8” min. to 1 15/16” Max Thickness.
Min. Width: 3 1/2” Min. Length 4.75” |
Mechanical/Electrical Requirements |
|||
| Power | 208-240 volts, 3 phase. 30amps.
208-240 volts, single phase. 35amps. |
Air | 8 bar, 9cfm, 120 psi |
| Dust Collection | 5.5kw + 3500 cfm | ||
Production Upgrade |
|||
| Production Upgrade | Pre-Mill Station | ||
|---|---|---|---|
 |
Sometimes, when cutting pieces for edgebanding, the thickness of the edgebanding tape is not calculated and this creates gaps during installation. The Pre-mill station tapers off a layer of the material that is equal to the thickness of the edge banding tape. As a result, your final edge banded material will have the same size as the original material you fed into the machine. The pre-mill also cleans up rough edges if you cut your parts with a table saw. Adding a pre-mill station upgrades your model into a Badger 5800 [see in 3D here]. | ||
Anytime Upgrade |
|||
| Anytime Upgrade | Return Conveyor | ||
 |
The Badger is designed to easily connect to a return conveyor, which brings back edge banded material as long as 100” (8 feet), back to the operator for non-stop edgebanding. | ||
Support & Warranty |
|||
| Machine Warranty | 18 months | Support | 2-year machine support
Free CNC University training On-site support options available Online Knowledge Center access |
|---|---|---|---|
Not a lot. Most of the technical adjustments needed will already be pre-set during installation. After your air, power & dust extraction are hooked up, there is little to do but to make sure you have enough consumables (glue, cleaning liquid, lubrication, edge banding tape), and to measure the size of your materials and set them on the machine. Anyone can be trained to use the Badger in just a few hours.
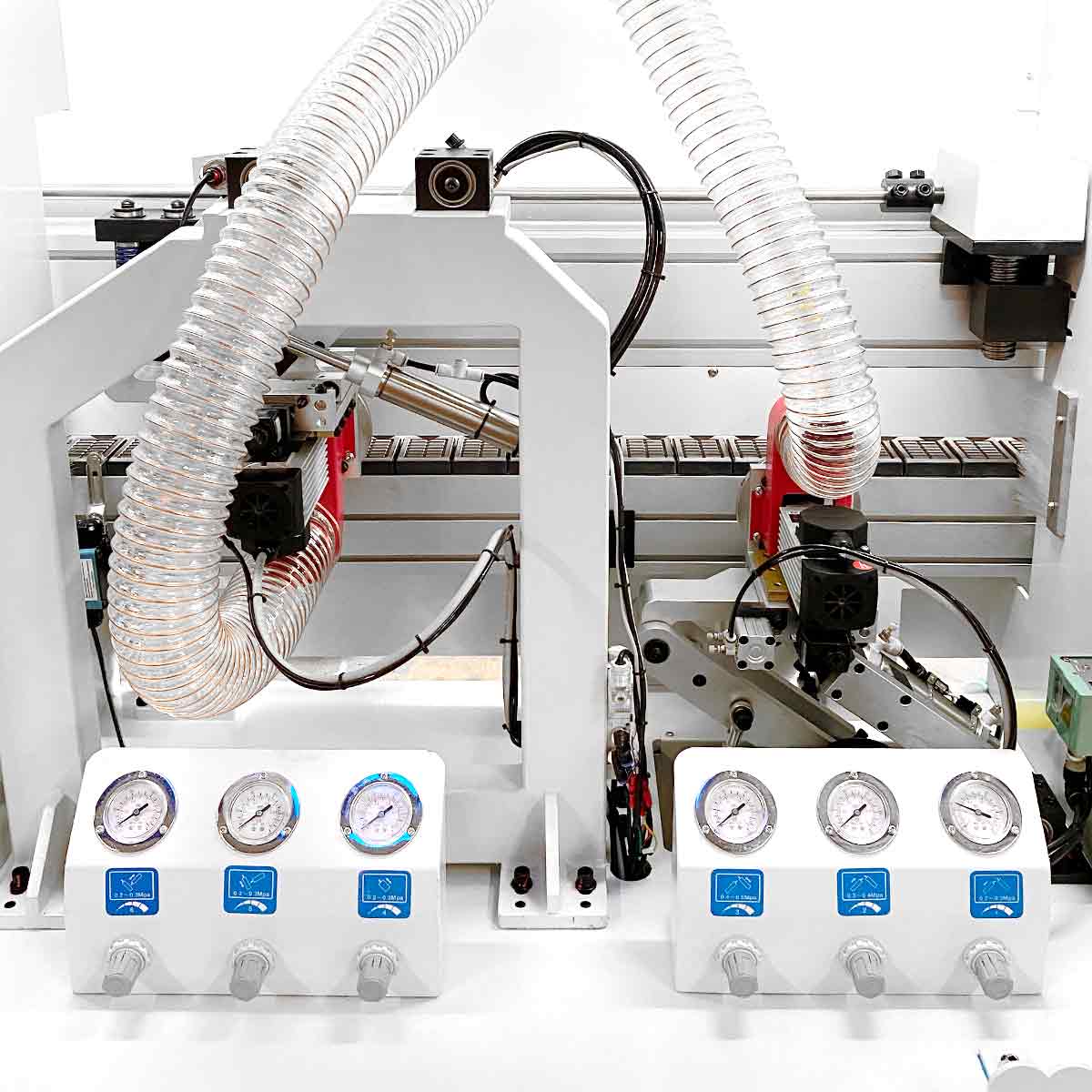
Since there are countless types of main and edge banding materials, the perfect settings to get the results you want, based on your unique materials, can only be finalized after a few ‘trial & error’ runs. Thankfully, the Badger has independent motor controls for each step of the edge banding process, so it is highly customizable. All you need to do is turn the control knobs on each station to adjust settings.
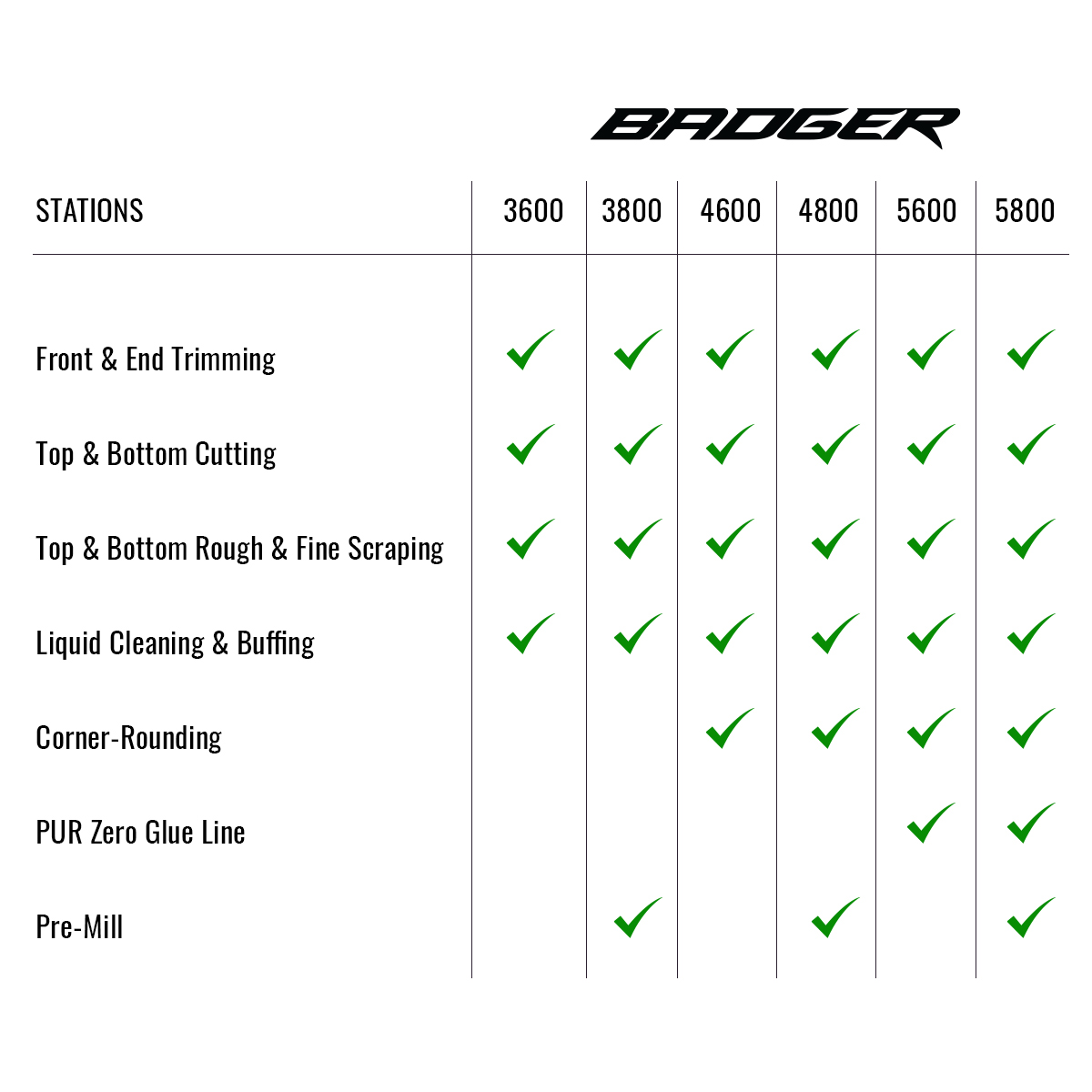
Here are the main difference by features:
 |
Polyurethane, or PUR, is a synthetic material made up of many organic units connected by urethane links. PUR used in adhesives is also known as PUR reactive adhesive, reactive hot melt, reactive polyurethane or RPU adhesive. PUR adhesives combine flexibility and the initial speed of a hot melt with the strength (greater than 1,000 lbs) of a structural adhesive. They are one-part formulations that require no mixing and rapidly reach handling strength with no need for clamping— bonding well to wood, glass, ceramics and many plastics. |
||
PUR is solid at room temperature and liquefies at high temperatures. Once it’s heated and liquid, the Badger 5600 applies it thinly between the edgebanding and the substrate material, and is then trimmed, scraped, and buffed for a cleaner finish. The bond PUR forms occurs in two stages: (a) it reaches holding strength when the adhesive cools back down after a few seconds and solidifies, and (b) when it reaches structural strength as it cures over the next 24-48 hours.
When applied properly by the Badger 5600, it can create a seamless “invisible” joint or “zero glue line”. PUR can also dry clear— making it easy to hide glue lines and give the appearance of continuity in a glued material.
PUR is better than your typical Ethyl Vinyl Acetate (EVA) hot melt edgebanding glue because:
PUR is applied using an open roller pot system and can be costly in terms of maintenance and cleaning. The cleanup process is longer— the pot must be drained and the adhesive allowed to cure overnight before the pot can be reheated and any remaining adhesive removed. The adhesive pot may require recoating as often as once every three years. The system also allows for greater amounts of glue spoilage.
No. Your substrate material can be instantly fed into the Badger Series.
Yes. The Badger 5600 has a melting pot you can use for EVA; the PUR glue line station is independent from the main edgebander. You can switch between EVA or PUR via the Badger 5600’s touchscreen controls.

We are happy to answer any questions you may have.
714-581-5999
4021 West Chandler Ave, Santa Ana, CA 92704
sales@cncfactory.com
We also offer in-house and 3rd party financing to cover 50-100% of your purchases.
See Financing Options






